Share
Pin
Tweet
Send
Share
Send
Du kan få en fullverdig maskin for å skjære ark, selv på marengsen av en vanlig kvern, som jeg vil demonstrere. Jeg laget en lineær guide, der du kan klippe metall, tre, plast og til og med keramiske fliser. Den er relativt billig å produsere, tar liten plass og er allsidig.
Materialer brukt
For å lage et stativ for en kvern etter min størrelse trenger du:
- profilrør 40x20mm - 0,32 m;
- profilrør 20x20 mm - 1,38 m;
- profilrør 15x15 mm - 0,34 m;
- stripe 40 mm - 0,14 m;
- stripe 20 mm - 0,16 m;
- lagre 100. serie - 16 stk .;
- M10 bolter for sekskant 75 mm - 8 stk .;
- M10 muttere - 12 stk .;
- 10 mm skiver - 32 stk .;
- M12 lange muttere - 3 stk .;
- lang mutter M10;
- M12-bolt med en full gjenge på 200 mm;
- bolter M10 40 mm - 2 stk .;
- 70 mm sekskantebolt;
- plugger for profil 20x20 - 6 stk .;
- plugger for profil 40x20 - 1 stk .;
- profilrør 50x50 for en guide - 2 m eller mer.
Jernbane- og vognproduksjon

Først må du lage en vogn for en lineær guide. Det skal brukes et profilrør med en seksjon på 20x20 mm. Det kreves 4 stykker på 300 mm.

Nå må du bore gjennom hull for fremtidig tilkobling av deler. Deres senter er plassert 25 mm fra hver kant av profilrørene. Et bor med en diameter på 11 mm er påkrevd.

Ved å vri den opplyste profilen mot den andre siden og tråkke allerede 50 mm tilbake, lages lignende gjennomgående hull på hver side. En 11 mm bor brukes.
For å skjule boltene som ble brukt senere i monteringen av vognen, må de gjennomgående hullene i arbeidsstykkene være ferdig. For dette må en vegg av hver profil bores ved bruk av et bor med en diameter på 17 mm. Så alle 16 hull blir ferdigstilt, de resterende 16 ved siden av dem forblir intakte.

Nå må du lage en skulder for å sikre selve kvernen. Til dette brukes et profilrør 40x20 med en lengde på 300 mm.

For ytterligere å kunne justere passasjedybden ved skjæring, kreves et ekstra justeringselement. Den er laget av et profilrør 20x20 mm. En lengde på 160 mm er forberedt. Endene er kuttet i en vinkel på 45 grader. Du kan klippe det for øyet, fordi nøyaktighet ikke er så kritisk.
Fra et profilrør med et tverrsnitt på 15x15 mm må små avstandsstykker kuttes i lengder på 40 mm. Totalt 8 stykker er påkrevd.

Etter å ha blitt ferdig med disse emnene, er tiden inne for å sette dem sammen. En M12-bolt med en solid tråd 200 mm lang vil bli brukt som tilkoblingssløyfe. 3 lange muttere M12 er skrudd fast på den.
Når du har faste bolter med muttere med klemmer til bordet, må du feste emnene fra et par profiler 20x20 og en 40x20. Rør må sveises til mutterne.

Fra en stålstrimmel 40 mm bred, må 2 arbeidsstykker 50 mm lange kuttes. Sentrert nærmere kantene, bor et hull på 11 mm gjennom hullet.

Platene må skrues fast i kvernreduseren i standardhullene som brukes til å feste håndtaket. I noen verktøy kan disse hullene lages for M8-bolter, som må tas med i betraktningen. For pålitelighet må M10 klembolter 40 mm være utstyrt med muttere. Bolter skrus inn i girkassen gjennom platen og strammes med muttere.

Det er nødvendig å feste en kvern med plater til et arbeidsstykke fra en profil på 40x20 mm og sveise. Etter dette kan verktøyet fjernes for ikke å skade hvis festingen allerede er kokt forsvarlig.

For øyet, svekket litt fra platefestet, sveises et tidligere laget arbeidsstykke fra en 20x20 profil 160 mm lang. En stubbe tilberedes på sin frie ende fra samme stripe som holderen for vinkelslipere. Det bores et hull på det stikkende øret på platen, og en M10-mutter sveises på den. For å styrke strukturen, i tillegg til siden av profilen, er det nødvendig å sveise en stålstrimmel som er 160 mm lang, også saget i 45 grader.



Nå er sveisearbeidet helt ferdig, og du kan begynne å sette sammen. Det er på tide å male detaljene.


Det er på tide å sette sammen vognen. Dette krever M10-skruer for en sekskant som er 75 mm lang. Det er nødvendig å stramme arbeidsstykkene til profilrør 20x20 mm seg imellom. Samtidig trekkes en kake mellom dem: en skive, en peiling, en skive, en avstand, en skive, en peiling, en skive. Gjenta dette ytterligere 7 ganger, resultatet er en ferdig vogn.


Nå må du selv samle en skulder til kvernen. Hun er skrudd fast med bolter og presset med muttere. Når du monterer denne enheten, er det nødvendig å stramme tråden godt slik at verktøyet ikke blir fritt under drift.

Vognen starter opp på lederprofilrøret 50x50 mm, som den faktisk ble laget under. Det gjenstår å skru i en lang bolt og derved forbinde skulderen med kvernen. Bolten må ikke strammes helt slik at det er plass i den lange skuldermutteren for å feste standardhåndtaket fra verktøyet.

Nå må du sette mekanismen for å justere kuttedybden. For å gjøre dette, skru en M10-bolt 70 mm lang inn i øyet til den vertikale profilen på skulderen på kvernen under en sekskant med en solid tråd. Siden jeg ikke hadde en maskinvare med passende lengde, økte jeg den ved å påføre en lang mutter og en låsemutter.
For å gi designen et ferdig utseende skader det ikke å sette plastplugger i endene av profilrørene.




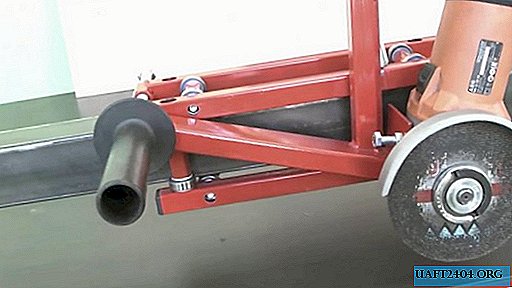
Den lineære føringen med vogn er klar til bruk. Høyden er regulert av fôr av treblokker. Verktøyet er plassert langs kanten av bordet. Emner for skjæring presses av et par benklemmer. For enkelhets skyld er det mulig å utføre kapping i flere passeringer, hver gang du legger dybden til gashen.










Share
Pin
Tweet
Send
Share
Send