Share
Pin
Tweet
Send
Share
Send


Freser av denne typen brukes til en lang rekke materialer: tre, keramikk, plast, forskjellige kompositter og til og med metall. Deres viktigste forskjell er at skjæredelen er liten, og bare er i stand til å behandle endesonen til arbeidsstykket, eller rettere sagt konturen.
Slik prosessering er utelukkende designet for automatisk drift fra et maskinverktøy eller et elektroverktøy, for eksempel en bor eller perforator. Ballerinaer er fordelaktig ved at de sparer energi og tid på å skjære eller frese en nøyaktig sirkel med store diametre. I denne artikkelen vil vi fortelle deg hvordan du lager en slik gjør-det-selv-fresemaskin fra improviserte materialer. Så la oss komme i gang!
materialer:
- Metallplate 200x25x4-6 mm;
- Bolter: M8 - 2 stk (+2 muttere og 4 skiver); M10 - 1 stk (+2 muttere og 1 skive).
instrumenter:
- Boremaskin eller stasjonær boremaskin;
- Bulgarsk (vinkelsliper) med skjære- og slipeskiver;
- fil;
- Skrueklemmer;
- Bor for metall 9-10,5 mm;
- Kern;
- skrustikker,
- Justerbare skiftenøkler og skiftenøkler;
- Linjal og markør for markering.
Trinnvis produksjon av en ballerinafabrikk
Basen til skjæret vårt er en metallplate. Den må kuttes til en lengde på 20 cm.


Merk midten av platen, skru den opp og bor med en 10,5 mm bor. Dette gjøres best på en stasjonær borepresse.



Deretter markerer du midten av stripen, og i nærheten av kantene merker vi merkene for boring. For ikke å bryte boret under drift, bør intervallet mellom kjernemerker være litt større enn diameteren på fremtidige hull.
Vi borer hull ved merkene på begge sider av platen, og når ikke til kantene og det sentrale hullet bokstavelig talt 1 cm.




Klem platen i et skruestykke, kutteskiven på kvernen forbinder hullene i to avlange spor. Vi avslutter dem med en flat eller firkantet fil slik at fremtidige fortenner går fritt i dem. Vi fjerner også hauger og braser.




Vi trykker platen med klemmer til bordet eller klemmer den fast i et skruestykke. Med en slipeskive rengjør vi flyene og glatter ut skarpe hjørner og kanter.


Vi setter M10-bolten inn i det sentrale hullet, og stram den med mutteren på baksiden. Vi pakker den andre låsmutteren over den første og strammer også med en justerbar eller åpen skiftenøkkel.



Vi lager arbeidskuttere fra M8-bolter. Vi klemmer dem i et skruestykke av en hatt, limer et upåvirket område med maskeringstape og bruker kverna til å gripe inn den gjengede delen av bolten. Så snur vi bolten og sliper den motsatte delen av bolten, etterlater et flatt håndtak 4-5 mm tykt. Spissene til fortennene er laget i form av en liten ensidig krok, spiss på enden.




Sett kutterboltene inn i sporene på platen i motsatt retning fra kuttestangen. Vi legger dem med skiver på begge sider for å øke kontaktområdet med platen. Den gjenværende tråden på siden av skjærene lar deg stramme mutteren og fikse disse skjæreelementene med den.


Det særegne ved denne “ballerina” fresemaskin er å utsette begge fortenner i like fjern avstand fra sentrum. For å gjøre dette, merk med en linjal en gradering av dimensjoner på siden av platen. Merkene påføres med en markør opp til en halv centimeter.
Kverner hakk på dimensjonsmerker. Så de vil forbli i lang tid, og vil lett kunne skilles ut under arbeid.


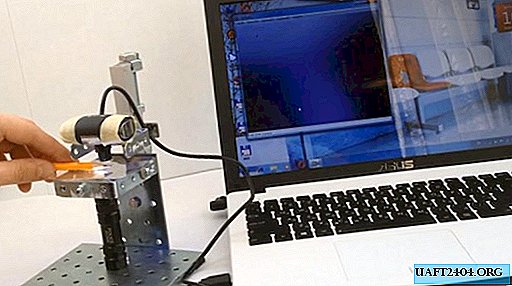
Vi setter skjærene i størrelse på arbeidsstykket. Når du holder den i chucken til en boremaskin, kan du nøyaktig og så raskt som mulig klippe en sirkel med stor diameter, for eksempel fra kryssfiner!


Share
Pin
Tweet
Send
Share
Send