Share
Pin
Tweet
Send
Share
Send

Dette verktøyet med en fleksibel sjakt, som også kalles en mini-drill, kan utføre forskjellige typer prosessering av tre- og metalldeler og sammenstillinger på vanskelig tilgjengelige steder. Hva gjør jeg hvis den elektriske motoren svikter, eller stasjonen er dremel? La oss prøve å erstatte den med en vanlig kvern.

Vi fjerner den fleksible akselen fra det mislykkede verktøyet og omorganiserer det til en arbeidssliper. Men problemet er at vinkelsliperspindelen ikke inneholder en fleksibel akseltilkoblingsenhet. Oppgaven vår er å lage den. Hva skal til for dette?
Det kreves:
- langstrakt sekskantmutter og bolt, matchende tråd med kvernspindelen;
- benke skrue;
- arbeidsvinkelsliper;
- flat skrutrekker;
- manuelt trykk med firkantet skaft;
- hammer, tang, tang;
- emery hjul med en mekanisk stasjon;
- 2 mm tykk metalllist med ønsket lengde;
- kopierør for fremstilling av klemmer;
- bore med øvelser;
- to sett med boltede forbindelser;
- to plater for tilkobling av klemmer;
- sveisemaskin;
- nøkler.
Montering av en fleksibel aksel på kvernen
Vi skru av festemutteren, der den fleksible akselen, sammen med fletten, er festet på kroppen av dremelen. Vi løsner skaftfestet på miniborespindelen med en spesiell nøkkel og trekker den ut.

Hoveddelene for feste av den fleksible akselen til den nye drivenheten vil være en langstrakt sekskantmutter og en bolt som tilsvarer gjengen.

Skru av den runde mutteren fra vinkelsliperspindelen og fjern beskyttelseshuset etter at du har løsnet festeklemmen.

Skru den sekskantede langstrakte mutteren på slipespindelen og skru bolten i den til den stopper.


Merk på den skruedybden med en markør. Klem fast bolthodet i et skruestykke, og arbeid vinkelsliperen og skar stangen på det markerte stedet og vri den delen av stangen som er igjen i mutteren, men ikke til enden.

Vi kutter boltstangen fra enden i lengderetningen på tvers av vinkelrett diameter. Med en flat skrutrekker, vri stangen inn i mutteren med det øvre planet ved å bruke sporene som er laget.


Deretter bruker vi et håndkran med en firkantet skaft, hvis dimensjoner tilsvarer kvadratet på skaftet til den fleksible akselen, men ikke til det tiltenkte formål, men tvert imot.

Ved hjelp av en hammer kjører vi springen til skjæringspunktet mellom sporene på bolten, og trekker den deretter ut av hullet ved å bruke en tang for å lage en stikkontakt for akselen på den fleksible akselen. Vi gjentar denne operasjonen så mange ganger til ønsket stikkontakt er fullformet.

Vi skru løs med hjelp av en flat skrutrekker det moderniserte segmentet av boltstangen og legger det foreløpig til side. Skru den langstrakte mutteren tett på slipespindelen og skru den utsatte delen av boltakselen inn igjen til den stopper med en flat skrutrekker.
Vi setter skaftet på den fleksible akselen inn i sporet på boltstangen og sørger for at den "sitter" tett der uten et merkbart gap. Skyv skjøtemutteren og merk størrelsen på dreien i henhold til diameteren og høyden på den langstrakte mutteren.

Vi skru løs mutteren fra spindelen til vinkelsliperen, skru løs boltstangen med tverrformede spor fra den, og skru i stedet boltene på begge sider, som vi vil holde denne maskinvaren under bearbeidingen av.
Dreining i samsvar med merkingen utføres på et hjul med en mekanisk drivenhet. Vi sørger for at skjøtemutteren til den fleksible akselen glir fritt over den maskinerte delen av maskinvaren og ikke når det ubehandlede beltet etter sving.
Skru den modifiserte mutteren på kvernspindelen. Vi skru skaftholderen på den fleksible akselen inn i den ved hjelp av en flat skrutrekker og prøver på skaftet og skjøtemutteren for å få "passform" på plass.

Nå er det nødvendig å fikse flensmutteren til den fleksible akselen (som faktisk viste seg å "henge" i luften) med tanke på bunnen av vinkelsliperspindelen. Dette kan gjøres ved å bruke en stiv ramme av to klemmer med tilsvarende diametre og hoppere mellom disse, sammenkoblet med elektrisk sveising.

Ved hjelp av en bremseklave, en metalllinjal og en markør noterer vi oss på den gamle metallstrimmelen med passende lengde den nødvendige bredden som er tilstrekkelig for fremstilling av klemmer.
Klem den markerte stripen i en benkskrue for å skjære den langs den tiltenkte linjen med en arbeidssliper.
Vi sliper stripen med den nødvendige bredden på et hjul med et mekanisk drivverk for å fjerne burrene og fullføre den planlagte monteringen så nøyaktig som mulig.
Ved hjelp av en bremseklave måler du diameteren til sokkelen på kvernspindelen og velger et rørstykke av samme størrelse som vil tjene som en mal for fremstilling av den tilsvarende klemmen.
Vi klemmer den ene enden av stripen loddrett, og røret horisontalt i en benkskrue, og slår stripen med en hammer og bøy den rundt røret.
Vi prøver på den oppnådde ringen til bunnen av spindelen til kvernen og markerer plasseringene av svingen og segmentene, under hensyntagen til lengden på "ørene" under boltene for avrettingsmassen.


Igjen klemmer vi stripen i et skruestykke og produserer et snitt langs markeringen. Deretter danner vi "ørene", vi retter bandasjen med en hammer for å gi den en sylindrisk form. For pålitelighet prøver vi igjen en nesten ferdig bandasje med ører til bunnen av vinkelsliperen og sørger for at den stemmer overens med det tiltenkte stedet.

Vi velger et malrør for fremstilling av omkretsdelen av fakkelmutteren til den fleksible akselen, og på samme måte som i forrige tilfelle, danner vi det med håndkraft, en hammer, en skruestav, en markør, en arbeidssliper og tang.

Vi sørger for at klemmen passer i størrelse og form til den tilsvarende delen av den fleksible akselen, hvoretter vi skisserer et sted for å bore hull for koblingsbolten.


Vi installerer de ferdige klemmene på deres steder, som skaftet til den fleksible akselen. Stram klemmeboltene på klemmene til fullstendig immobilitet.

Vi fester en metallstripe til dem, vi markerer stedene for bøyning og segmenter. Ved hjelp av en arbeidsvinkelsliper kutter vi to stykker av ønsket lengde.

Deretter bøyer vi dem i samsvar med diametrene på de sammenføyde bandasjene og utfører den endelige beslaget, påfører allerede buede strimler på klemmene og markerer sveiseflekkene.
For det første sveiser vi stripene til bandasjen med større diameter fra yttersidene overfor hverandre og symmetrisk med hensyn til "ørene".
Så klemmer vi inn et skruestykke mellom de to frie ender av stripene en mindre klemme, og vi kobler dem også sammen med sveiser.

Etter at sveisingen er fullført, behandler vi sømmene på et hjul med et mekanisk drivverk, på den ene siden for sikkert arbeid i fremtiden, på den andre siden for å gi produktet estetikk.
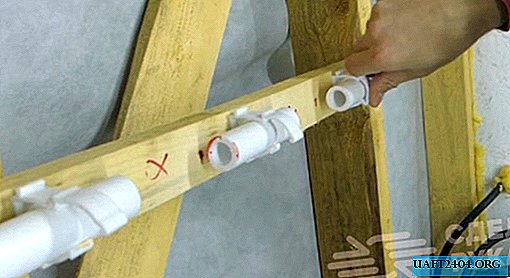
Det gjenstår å installere rammen vår på plass, først festing av klemmen på bunnen av den bulgarske spindelen ved å stramme tilkoblingsbolten med skiftenøkler.
Deretter, i tverrsnittet av gjenget innsats, installer skaftet på den fleksible akselen, skyv skjøtemutteren og til slutt, stram klemmen på skjøtemaskinvaren med tastene.

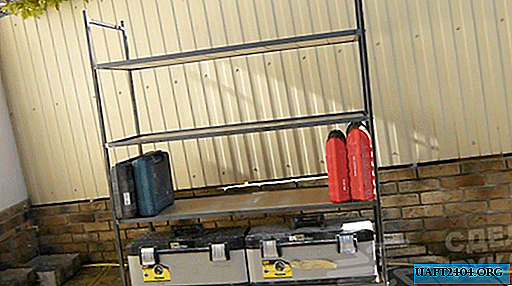
Resultat
Nok en gang, og sørg for at klemmene er ordentlig og pålitelig festet på plass, slår vi på den bulgarske stasjonen og ser hvordan arbeidsdelen på enden av den fleksible akselen roterte. Arbeidet vårt er fullført.

Det resulterende verktøyet kan nå brukes til prosessering av både tre- og metallemner og deler.

Share
Pin
Tweet
Send
Share
Send