Share
Pin
Tweet
Send
Share
Send

Vil trenge
For å gjøre det trenger du tid, betydelig innsats, ytterste nøyaktighet og følgende materialer:

- rustfritt stål bolt M20 × 70;
- tommelhjulet;
- verktøy for å påføre tall på hjulene;
- stålkuler;
- fjærståltråd (0,3 og 0,8 mm).
Fra utstyret vi ikke kan klare oss uten:
- dreie-, bore- og fresemaskin;
- viseproduksjon av metallarbeid;
- tang;
- motorsager for metall;
- kvern;
- saks for skjæring av metall og papir;
- dorner for svingete fjærer og snapring.
Produksjonsteknologi
Arbeidet består av tre trinn: produksjon av deler og samlinger, montering og installasjon av en kodekombinasjon av tall.
Produksjon av deler og samlinger
Sidesperre
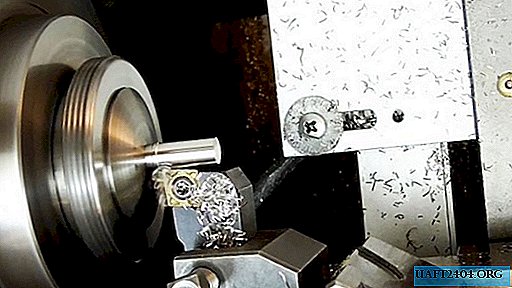
På en dreiebenk deler vi bolthodet i to halvdeler, og vi borer stangen til dybden på gjengeprofilen.


Vi klemmer den ene delen av stangen i et skruestykke og så den med en metallsag inn i to langsgående halvdeler.


På områdene til låsens sidepute på en av de sekskantede platene ved hjelp av en mal og en markør.

Vi sliper limte sekskanter på kvernen langs den tegne konturen av sidefôret på låsen og bore hull i endene.


Vi setter inn "hullene" i hullene i de runde mønstrene som bare brukes til å vise konturen til sideplatene til låsen på kvernen.

På boremaskinen med en boremaskin og en sluttfabrikk i sideplatene danner vi sluttprofilen til hullene. Rundt det store hullet jevnt i en sirkel utfører vi en sluttmølle på 9 fordypninger.

Vi bruker en myk sirkel for å polere alle overflatene på sideplatene til låsen.


Pinner
Av de fire halvsylindrene, ved hjelp av en spesiell klemme, skjerper vi en rund stang på dreiebenken til midten av arbeidsstykket.




Den første pinnen er for hjul på siden av festet. På den ene siden har den et sete for et hull, på den andre - et ringformet spor for en holderring og et blindhull.


Med en fresekutter utfører vi et langsgående spor i det for hele lengden av det blinde hullet.




Den andre tappen på festesiden ser ut som en solid rund stang med sete for et hull i sideplaten til låsen og blind langsgående boring.






Den tredje pinnenøkkelen på den bevegelige siden strekker seg også under den faste sylinderen. Deretter klemmes den på den ene siden inn i patronen med en pakning for å forskyve valsens akse til siden fra patronens rotasjonsakse. Som et resultat dannes det ved bearbeiding med et kutter en rund tenon med mindre diameter, hvis sentrum ikke faller sammen med midten av tappen.



Så, ved fresing, danner vi to hyller på begge sider av forskjøvet tenon. Som et resultat kommer en stang med to ansikter koblet med sirkulære buer ut.

Med samme kutter reduserer vi tverrsnittet av stangen fra større side ved symmetrisk prosessering.


Endemøllen utfører 5 rektangulære og like spor. Som et resultat dannes det også 5 like fremspring.
Filer, filer og papirpapir gir kjernen med alle fremspringene den ønskede formen og avrunder kantene og ribbeina. På slutten er denne og alle andre stenger polert med en myk sirkel.



Sett stangen på plass i sideputen til låsen.
Den fjerde tappen, som utfører funksjonen til den øvre akselen på den bevegelige siden, er gjennomboret til størrelsen på hullet i sideplaten til låsen, og på den ene siden festet i en halvkule med en fil og en myk sirkel. Vi setter den også inn på sin plass.



Sveising, sliping, polering
Vi sveiser alle pinnene på baksiden til sideplatene til låsen.

Vi sliper og polerer sveisene på kvernen, runder kantene med en fil, avslutter med sandpapir og polerer med en myk sirkel.

Med et sett med filer danner vi et spor i enden av tappen med en langsgående spalte. Vi prøver innføringen av de bevegelige pinnene i hullene til de ubevegelige.



Messinghjul med tall
Vi lager 4 messinghjul med tall. Vi kuttet av arbeidsstykkene deres etter å ha grodd i størrelse på en dreiebenk, først boret et gjennomgående hull i sentrum og utvidet det på den ene siden til en viss dybde.





Det femte hjulet skiller seg fra de andre ved tilstedeværelsen av et sentralt spor på begge sider, hvorav det ene er dypere enn det andre.
Tallkolonner for utskrift på hjulgeneratorer trykkes på speilbelagt papir i silikon.
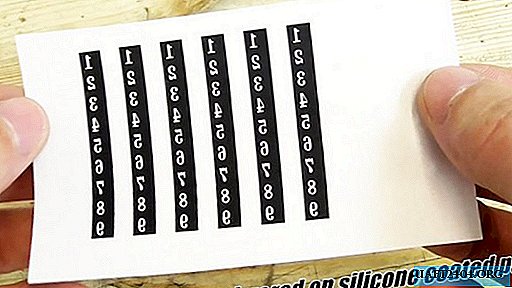
Vi klipper de vertikale stripene med tall med saks og limer dem inn på generatorene på hjulene.

Vi oversetter tallene til overflaten av formingshjulene, og løper dem rundt sålen på det varme jernet. Som et resultat skilles papiret ut, og et lag silikon med tall klistrer seg til ringen.


For beskyttelse er alle overflater på hjulene, bortsett fra de som dannes med tall, dekket med spikerlakk.

Vi strenger hjulene på wiren, setter den i bunnen av den skråstilte cellen og hell jernkloridløsning for etsing i 45 minutter, noe som gjør hjulene attraktive, og tallene er kontrasterende.


Deretter strenger vi hjulene på en spesiell dorn, strammes med en mutter og klemmes fast i dreiebenken. Deretter behandler vi hjulblokken med sandpapir og polerer med en haugduk.
Vi klemmer hjulene i en spesiell holder og bruker en fresemaskin for å lage en halvsirkelformet not med en kvern og gå ut til et stort hull.
I endene av hjulene utfører vi 9 fordypninger jevnt i en sirkel.


Vi fikser hjulene en etter en på doren og klemmer fast i dreiebenken. Vi bringer den justerte knurringen til rattet, smører dem med olje og slår på maskinen. Et sirkulært hakk rulles på et hjul i enden av en smal stripe.


Skjæret fjerner burrene fra enden av hakket.
Vi borer med et bor 0,8 mm blinde hull i endene av hjulene med et hakk overfor et halvsirkelformet spor.

Igjen setter vi hjulene i sving på doren og påfører svart maling på de digitale fordypningene, fjerner overflødig med en flat overflate, presser det mot et roterende hjul og deretter med en myk klut.



Ytterligere detaljer, montering og koding
Ved å bruke en spesiell dorn for vikling av fjærer, montert på en dreiebenk, produserer vi 5 slike fjærer fra fjærståltråd 0,3 mm.


For å holde ledningen på doren når vi fjærer fjærene, bruker vi tang, og til å kutte endene - saks for metall.
For å sette sammen hjul med tall trenger vi i tillegg til fjærer 5 stålkuler per 2 mm.

Vi stikker inn i de blinde hullene i hjulene langs fjæren og dekker med en kule ovenfra.


Da er alle de 5 hjulene med fjærer og baller trukket på den øvre akselen.
Fra en fjærståltråd på 0,8 mm på en enkel dorn, fastklemt i et skruestykke, tang og trådkutter, lager vi en stopplås for å klemme og holde hjulene med tall på akselen.

Vi pinsett setter den ene enden av proppen inn i sporet på enden av stangen, presser proppen i midten, så dekker den andre kanten pålitelig og holder alt som er under den.



Det gjenstår å sette inn den andre sideveggen til kodelåsen med stengene på sin plass, og enheten er klar til bruk. Men mens låsen er låst, fordi en tilfeldig kombinasjon av tall er satt. Kodeoppringing bestemmes av plasseringen av låseelementene på hjulene og er eksklusiv for hver lås.


Share
Pin
Tweet
Send
Share
Send